
Yuchang Electronics si impegna a diventare un fornitore di servizi integrati di prima classe per substrati e materiali semiconduttori; l'attività principale dell'azienda è quella di fornire ai clienti materiali di consumo altamente convenienti, risolvendo le esigenze urgenti e soluzioni per materiali applicativi fuori tipo.
Huanyuchang dispone di un team di ricerca e sviluppo composto da membri universitari, focalizzato sullo sviluppo di materiali compositi ad alte prestazioni FPC/PCB, pressati a caldo.

Resina poliestere, resina polietilene, resina poliestere
Grazie alla resina poliestere, alla resina di polietilene e alla resina poliestere, questo prodotto presenta un'eccellente resistenza al calore, proprietà ammortizzanti, proprietà di distacco, resistenza alla colla e uniformità di restringimento.
Il materiale di ammortizzazione è sviluppato appositamente per prodotti con grandi differenze tra livelli alti e bassi, come piastre morbide multistrato, piastre di legame morbide e dure:
1, resistenza alle alte temperature, la temperatura di utilizzo può raggiungere i 200 °C;
2, l'effetto riempitivo è buono;
3. L'effetto di rilascio è buono, nessun residuo;
4. Dopo la pressatura, non rimane alcuna colla residua nello strato tampone, il che protegge efficacemente la lastra di acciaio dello specchio dall'inquinamento.
L'operazione di sovrapposizione è semplice, il che riduce notevolmente il tasso di errore dei dipendenti;
6, non più limitato dai complessi e diversi materiali ausiliari di pressatura, può realizzare la produzione laminata automatica!








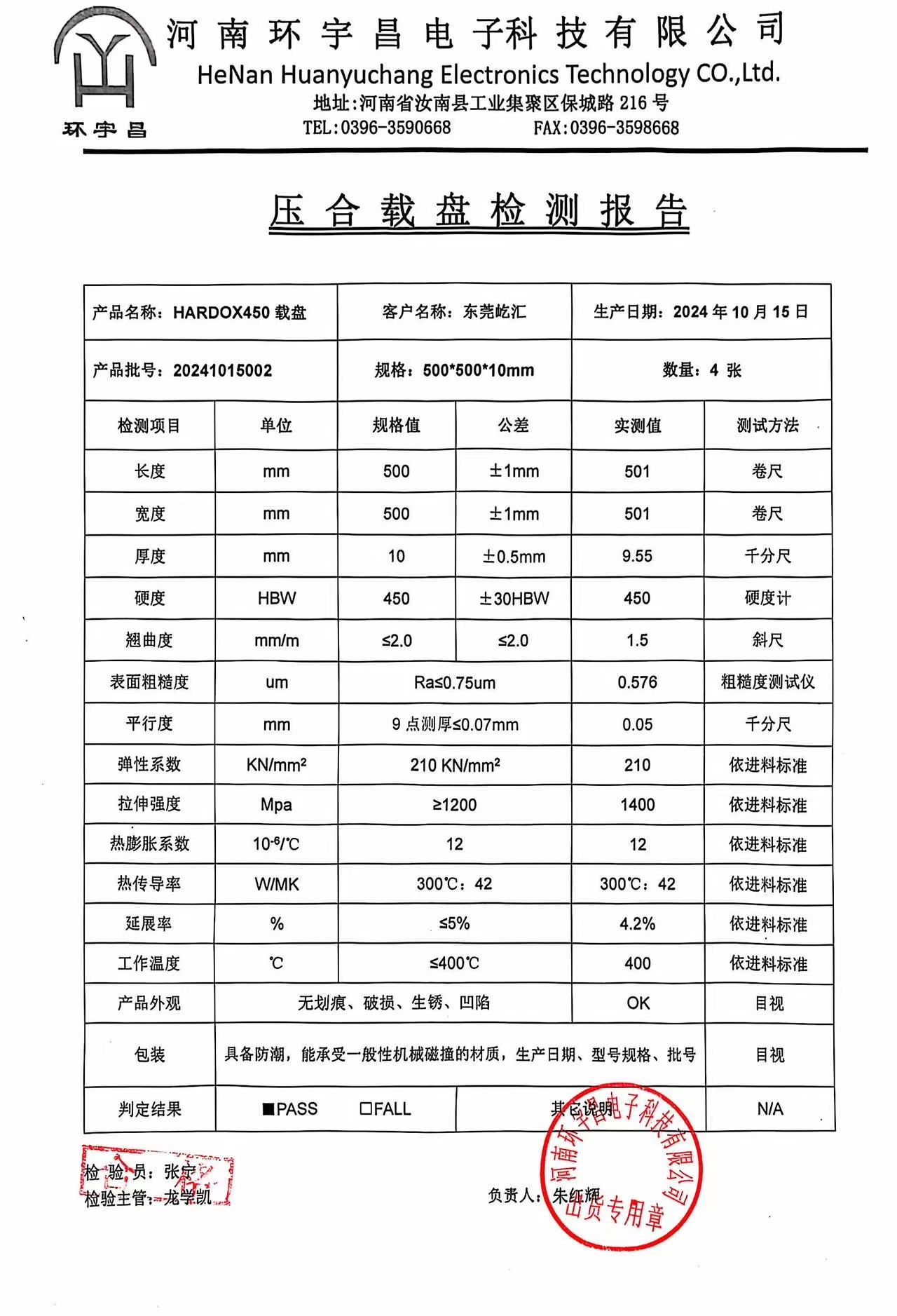
progetto | valore numerico | Tolleranza | Osservazioni | ||
dimensione | spessore | 190 micron | ±10% | misuratore di spessore | |
Lunghezza | 500 metri | ±2 milioni | Contametri o taglio | ||
Larghezza | 270,520mm | ±2 millimetri | governate | ||
punto di fusione | strato esterno | 210℃ | ±5℃ | Apparecchio per la determinazione del punto di fusione | |
strato interno | 100℃ | ±5℃ | |||
resistenza alla trazione | Dottore in medicina | 30MPa | ±5MPa | macchina universale elettronica per prove sui materiali | |
Traduzione | 20MPa | ±5MPa | |||
stabilità dimensionale | Dottore in medicina | 2,10% | ≤4% | analizzatore | |
Traduzione | 1,70% | ≤2,5% | |||
Densità | 1,05 g/cm³ | 0,9-1,1 g/cm³ |
| ||
Nebbia | 3,20% | ±0,5% | Misuratore di foschia a trasmissione luminosa | ||
Lucentezza | 125% | ±10% | Misuratore di lucentezza | ||
Rigidità dielettrica | 65KV/mm | ±5KV/mm | Tester di rigidità dielettrica | ||
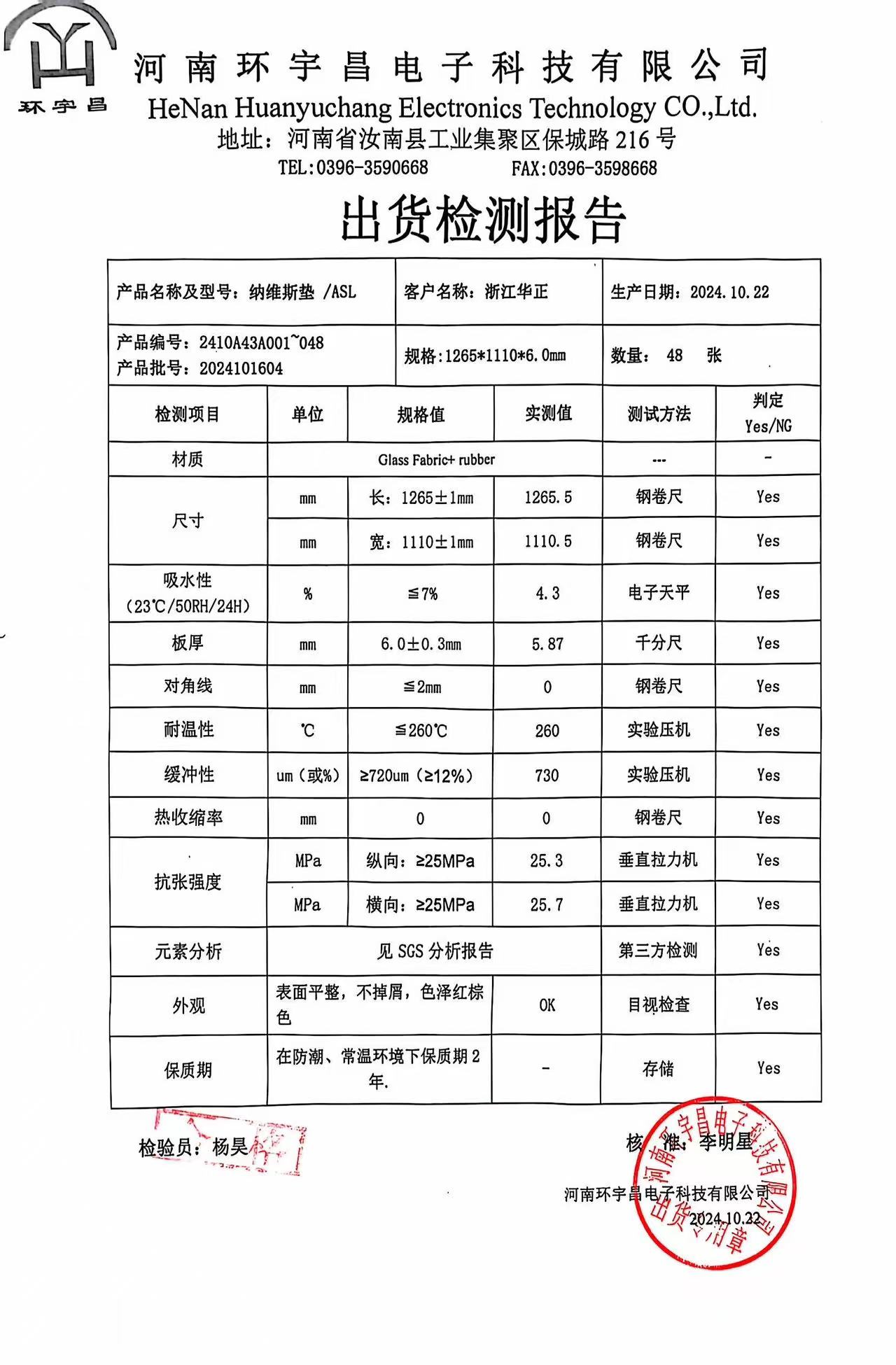
elemento di prova | Base di prova | osservazione | Modello di prova pp | Condizioni urgenti |
Valore della colla di resistenza | misurazione effettiva | Utilizzo di NoFLowPP È stata effettuata la misurazione ottica bidimensionale del traboccamento di PP dopo la laminazione. | S1150GB,106,75%
EM285BL,106,58,75%
DS-7402 BS DF 60 1077 RC66%
VT-447 1067NF 68%
|
temperatura:195℃
tempo:120 minuti
pressione:400PSI
|
forza di rilascio | TM-650-2.4.9
| Campionamento 25mm * 100mm, con tester di resistenza al distacco a una velocità di 10mm/min, carico 10N, test di distacco a 180 gradi. | ||
Restringimento del prodotto | TM-650-2.2.4
| Viene misurata la variazione dimensionale del prodotto di misurazione ottica bidimensionale dopo la pressatura. | ||
grado di contaminazione | misurazione effettiva | Ispezione CuCl |
1. Il valore della resistenza è fondamentalmente controllato tra 0,3 mm e 0,35 mm.
2. A causa delle differenze nelle attrezzature e nei processi tra i clienti, i dati sopra riportati sono solo di riferimento.
Modello PP | specificazione(Minimo) | specificazione(Massimo) | PCC | metodo di campionamento |
S1150GB,106,75%
| 0,3022 | 0,3513
| 3.601 | Ogni lotto di campionamento 25 pezzi di registrazione cumulativa |
EM285BL,106,58,75%
| 0,2452 | 0,3231 | 2.978
| |
DS-7402 BS DF 60 1077 RC66% | 0,2832
| 0,3224 | 5.836
| |
VT-447 1067NF 68%
| 0,2354
| 0,3111 | 2.421 |


Numero di serie | Valore nominale | Chilometri | Chilometri sotto | Analisi dei risultati | |||||||
Valore medio | Valore R | Nella parte superiore % | Inferiore% | Sviluppo standard | pP | QUELLO | PCC | ||||
Dottore in medicina | 460,32 | 0,138 | -0,138 | 460.335 | 0,078 | 38,2% | -18,4% | 0,0247 | 1.867 | 0,110 | 1.661 |
Dottore in medicina | 460,32 | 0,138 | -0,138 | 460.342 | 0,056 | 33,6% | -7,2% | 0,0131 | 3.511 | 0,156 | 2.963 |
Traduzione | 320,98 | 0,096 | -0,096 | 320.997 | 0,101 | 79,1% | -26,4% | 0,0255 | 1.260 | 0,173 | 1.342 |
Traduzione | 320,98 | 0,096 | -0,096 | 320.990 | 0,101 | 79,1% | -26,4% | 0,0315 | 1.019 | 0,107 | 1.867 |
Le tolleranze dimensionali della pressatura sono controllate secondo ± 3 %
Le tolleranze dimensionali della pressatura sono controllate secondo ± 3 %
Dopo la pressatura, sono stati prelevati 5pnl (12', ' * 18', ' ) per verificare la contaminazione della superficie di rame con Cucl.
numero di identificazione del prodotto | anteriore(punto) | retro lato(punto) |
1 | 2 | 0 |
2 | 0 | 1 |
3 | 2 | 1 |
4 | 1 | 0 |
5 | 0 | 0 |
Per i punti avversi con analisi al microscopio 30 volte:
progetto | quantità(punto) |
Ritagli di carta kraft | 5 |
Residuo di colla | 1 |
Fibre | 1 |
Lo si può vedere dai risultati dell'analisi. Le macchie sporche sulla superficie del rame provengono da un ambiente povero e BH190 non ha residui.

Metodo di prova: Condizioni di prova: sono stati campionati 5 campioni di dimensioni 25 mm × 100 mm, i campioni sono stati fissati sul dispositivo sperimentale con nastro biadesivo e i campioni sono stati staccati a una velocità di 10 mm / min con un rullo da 2 kg avanti e indietro. La lunghezza di spogliatura era compresa nell'intervallo di 50 mm e i 10 mm fissati nel mobile non erano inclusi. La forza di trazione minima nel processo di spogliatura è stata osservata e registrata e i risultati del test sono stati infine mediati per il confronto.


valore misurato gf/25mm | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | valore medio |
Un lato | 32.1 | 33.8 | 31.9 | 32.8 | 32.3 | 31.2 | 33.1 | 32.8 | 31.9 | 31.8 | 32.4 |
Lato B | 32.8 | 31.7 | 33.8 | 32.9 | 32.6 | 33.6 | 33.1 | 32.9 | 31.9 | 32.0 | 32.7 |

1. taglio
a. dimensioni di taglio secondo le esigenze del cliente;
b. non causare pieghe evidenti sulla pellicola adesiva per evitare che le pieghe si trasferiscano sulla superficie della piastra;
c.la pellicola di bloccaggio non deve essere attaccata ad oggetti vari;
2. Piastra laminata
A. Il prodotto deve essere completamente coperto dalla pellicola di bloccaggio quando la lastra viene laminata e la dimensione della pellicola di bloccaggio deve superare i 5 mm per evitare che la lastra si stacchi una volta completata l'operazione;
3.Compressione
Quando si posiziona il foglio nella pressa per la pressatura, è necessario verificare che la pellicola resistente sia completamente piana, per evitare che si formino pieghe.
condizioni operative
Tipo di macchina | Temperatura | Pressione | Tempo di preriscaldamento | Tempo di formazione |
Presse veloci | 180-200℃ | 80-120 kgf/cm² | 10-20 anni | 80-120 anni
|
Compressore per vuoto | 180-200℃ | 15-20 kgf/cm² | 10-20 anni | 80-160 anni
|
Macchina di trasmissione della pressione | 180-200℃ | 25-70 kgf/cm² | A seconda del prodotto | A seconda del prodotto |
4. Fatto a pezzi
Una volta completata la pressatura e strappata la pellicola, il prodotto deve essere fissato con una mano per evitare che si formino pieghe dovute alla diversa resistenza allo strappo di ogni parte.
Condizioni di conservazione: temperatura ambiente, in luogo chiuso e asciutto, evitare la corrosione e la luce solare diretta.
Periodo di conservazione: 6 mesi
Non inquinante: mantenere pulito il sito durante l'uso per evitare la contaminazione del prodotto, altrimenti il prodotto non è disponibile
Monouso: questo prodotto non è riutilizzabile se riscaldato e deve essere smaltito immediatamente.